























































Voor merken waarbij falende naden geen acceptabele uitkomst zijn, is het verschil tussen deze twee situaties de moeite waard om tot in detail te begrijpen.
De 27,12 MHz-standaard: waarom RF-lassen anders warmt
Het belangrijkste onderscheid tussen RF-lassen en conventioneel thermisch verbinden is niet alleen efficiëntie, maar ook de richting waarin de warmte door het materiaal gaat.
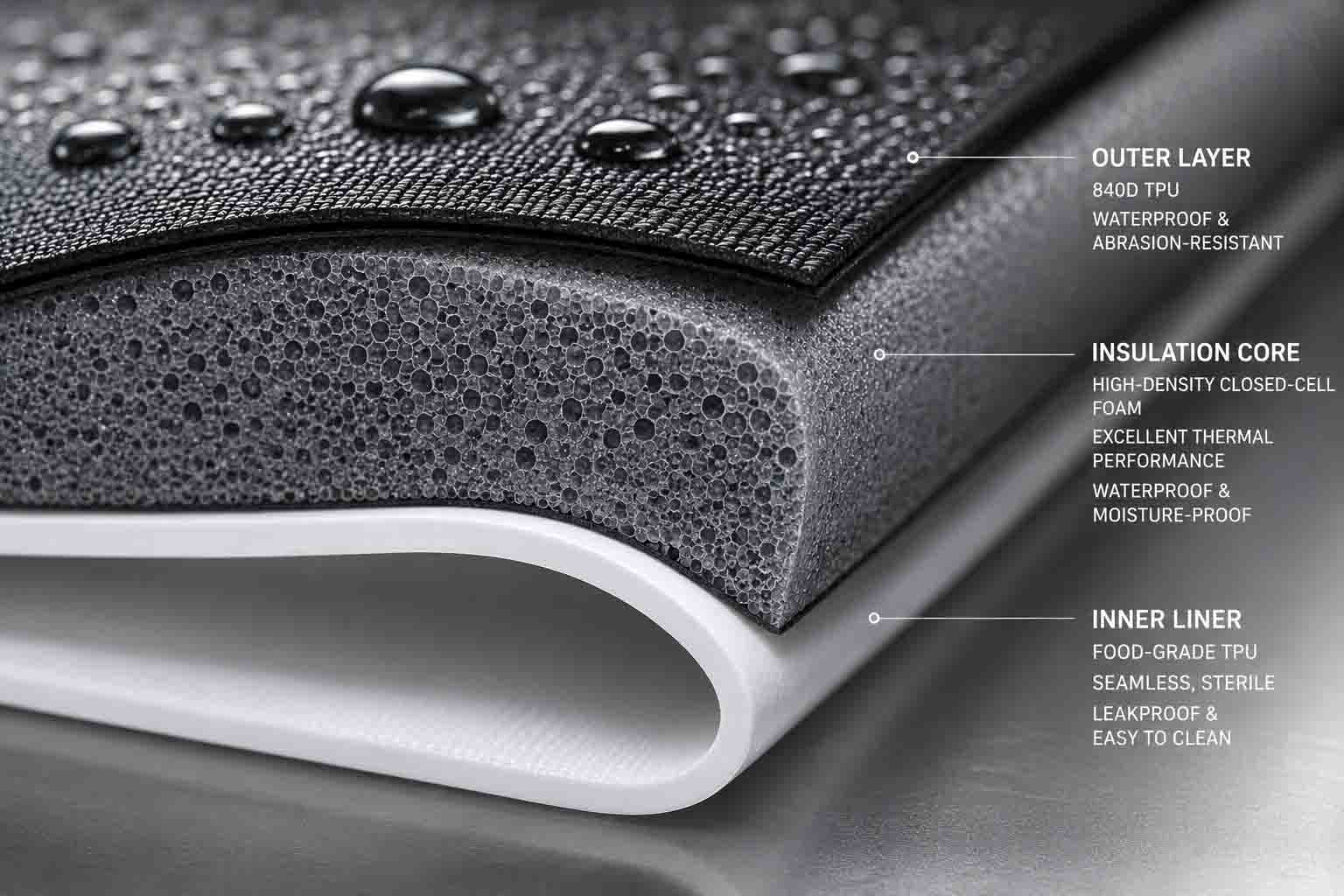
Conventionele methoden (hete staven, verwarmde platen, heteluchtpistolen) passen energie toe op het materiaaloppervlak en vertrouwen op geleiding om het interieur op de hechttemperatuur te brengen. Voor dunne films werkt dit voldoende. Voor de dikke, dichte TPU-laminaatstoffen die worden gebruikt in hoogwaardige waterdichte uitrusting, creëert dit een praktisch probleem: het op smelttemperatuur brengen van het binnenoppervlak vereist voldoende oppervlakteverblijftijd om het risico te lopen dat de buitenste laag eerst wordt verschroeid of vervormd. Het venster tussen "niet genoeg" en "te veel" wordt kleiner naarmate de materiaaldikte toeneemt.
RF-lassen omzeilt dit door warmte vanuit het materiaal te genereren in plaats van deze naar binnen te geleiden. Professionele RF-lasapparatuur werkt op 27,12 MHz – de aangewezen ISM-radiofrequentieband (industriële, wetenschappelijke en medische) die is toegewezen voor deze klasse industriële apparatuur. Bij deze frequentie zorgt het wisselende elektromagnetische veld ervoor dat polaire moleculen in de TPU bij elke oscillatie proberen opnieuw uitgelijnd te worden: ongeveer 27 miljoen keer per seconde. De moleculaire wrijving die hierdoor ontstaat, genereert gelijkmatig warmte in de laszone, op het grensvlak waar versmelting moet plaatsvinden, zonder afhankelijk te zijn van thermische geleiding van oppervlak naar binnen.
Onder gelijktijdig uitgeoefende pneumatische druk bereikt het materiaal op het verbindingsvlak de smelttemperatuur en smelten de lagen samen op moleculair niveau. Zodra het veld is verwijderd en het materiaal onder aanhoudende druk afkoelt, bestaat de oorspronkelijke grens tussen de twee panelen structureel niet meer: de laszone is één doorlopend stuk materiaal geworden. Bij destructieve trekproeven blijft deze zone doorgaans voorbij het breukpunt van het omringende basisweefsel. Dat resultaat is de praktische maatstaf voor een goed uitgevoerde RF-las.
Lassen van 840D TPU met hoge sterktegraad: een kleinere foutmarge
RF-lassen werkt op een reeks compatibele thermoplastische materialen: PVC, PET, EVA en diverse PU-gecoate stoffen. Voor zware buitentoepassingen die langdurige slijtvastheid en structurele integriteit onder belasting vereisen, is 840 denier TPU met hoge sterktegraad het referentiemateriaal. Het is ook degene die de meeste eisen stelt aan proceskalibratie.
Een hoger denier betekent meer materiaalmassa in de laszone, waardoor er meer elektromagnetische energie nodig is om de smelttemperatuur te bereiken. De moeilijkheid is dat dit niet simpelweg betekent dat je de stroom hoger moet zetten. Het operatievenster – het bereik tussen onvoldoende energie (onvolledige smelting, lekgevoelige las) en overmatige energie (verzengende materiaal, aangetaste waterdichte barrière) – wordt kleiner naarmate het gewicht van de stof toeneemt. Een vermogensinstelling die goed werkt op 420D TPU kan op de 840D tijdens dezelfde cyclustijd koude plekken veroorzaken, terwijl een instelling die is gekalibreerd voor 840D dunnere materialen in hetzelfde product kan verbranden.
Om dit te beheersen is een materiaalspecifieke kalibratie vereist. Wanneer 840D TPU een productielijn betreedt – of het nu gaat om een nieuwe productintroductie of een nieuwe partij materiaal van dezelfde leverancier – moeten het RF-vermogen, de persdruk en de cyclustiming worden gevalideerd aan de hand van dat specifieke materiaal: het denier, het gewicht van de TPU-coating en de formulering. Deze parameters horen thuis in een gedocumenteerde SOP, die bij de start van elke productierun wordt geverifieerd. Een faciliteit die uniforme instellingen toepast voor alle stofgewichten doet dit werk niet, ongeacht hoe de mogelijkheden worden beschreven.
Drie procesvariabelen die de productieconsistentie bepalen
Een prototype dat de druktest doorstaat, toont aan dat de juiste las haalbaar is. Consistente productie vereist controle van de variabelen die bepalen of de productie herhaalbaar is over het volume heen.
Precisie van matrijsgereedschap
De lasmatrijs – de gevormde elektrode die contact maakt met het materiaal en de lasgeometrie definieert – wordt vervaardigd uit messing of aluminium tot de afmetingen die vereist zijn voor het specifieke naadpatroon. Maatnauwkeurigheid bij deze gereedschappen is geen secundaire zorg. Een oneffen matrijsoppervlak zorgt voor een ongelijkmatige drukverdeling over de laszone, waardoor een ongelijkmatige interne verwarming ontstaat: koude plekken waar het materiaal de volledige smelttemperatuur niet heeft bereikt en hete plekken waar het oververhit is geraakt. Koude plekken worden lekinitiatiepunten. Hotspots worden gebieden waar het materiaal dunner wordt en die de naadintegriteit op de lange termijn in gevaar brengen.
Matrijsslijtage heeft hetzelfde effect op het productievolume. Contactoppervlakken die bij de start van een productiecampagne binnen de tolerantie vielen, raken geleidelijk buiten de tolerantie. Verantwoorde RF-laswerkzaamheden houden de toestand van de matrijzen in de gaten en vervangen of herkalibreren gereedschappen voordat slijtage de laskwaliteit aantast – en niet nadat QC-testen verhoogde uitvalpercentages beginnen aan te tonen.
Druktoepassing: twee fasen, twee verschillende functies
Pneumatische druk bij RF-lassen heeft verschillende functies tijdens de actieve lasfase en de afkoelfase die daarop volgt, en beide zijn van belang.
Tijdens de actieve RF-fase zorgt de druk voor een nauw contact tussen de materiaallagen op het lasgrensvlak, waardoor moleculaire vermenging mogelijk wordt wanneer de TPU de smelttemperatuur bereikt. Tijdens de afkoelfase, nadat de RF-energie is verwijderd, houdt de druk de gefuseerde zone op zijn plaats terwijl de polymeerketens stollen. Door de druk op te heffen voordat de laszone voldoende is afgekoeld, kan het nog zachte materiaal vervormen, waardoor een zwakkere verbinding ontstaat en inconsistenties in de afmetingen aan de randen van de laszone ontstaan, die bij gebruik spanningsconcentratiepunten worden.
Voortijdige drukontlasting is een van de meest voorkomende processnelkoppelingen bij hoogvolume RF-lassen, waarbij cyclustijddruk een operationele prikkel creëert om snel naar het volgende onderdeel te gaan. De resulterende lassen doorstaan vaak de visuele inspectie en de initiële lagedruktests, en vertonen vervolgens een verhoogd faalpercentage onder aanhoudende belasting en herhaalde buigcycli in het veld.
Cyclustiming
Een volledige RF-lascyclus verloopt in drie fasen: pre-press (druk uitgeoefend vóór RF-activering, waardoor materiaal correct in de matrijs kan worden geplaatst), actief lassen (RF-energie aan, moleculaire verwarming en fusie plaatsvinden) en afkoelen onder druk (RF uit, laszone stolt). Elke fase heeft een optimale duur die specifiek is voor de materiaaldikte, het coatinggewicht en de gebruikte matrijsgeometrie.
Deze timings worden niet overgedragen tussen materialen. Een cyclus die is ontwikkeld voor een specifieke TPU-specificatie zal zwaardere stof te weinig lassen en het risico lopen dat lichter materiaal dat elders in hetzelfde product wordt gebruikt, wordt overgelast. Wanneer materiaalspecificaties veranderen tussen productieruns (verschillende deniers, verschillende coatinggewichten, verschillende leveranciersbatches) vereisen cyclusparameters hervalidatie en niet de aanname van continuïteit.
1,0 bar hydrostatische druktest: wat het feitelijk bevestigt
Visuele naadinspectie identificeert defecten op oppervlakteniveau: zichtbare brandplekken, duidelijke gaten in de lasdekking, grove maatvervorming. Het identificeert geen ondergefuseerde binnenzones, micro-holtes op het lasgrensvlak of koude plekken die onder omgevingsomstandigheden blijven bestaan maar onder belasting opengaan. Voor waterdichte producten met enige drukclassificatie geldt visuele inspectie een vloer en geen plafond.
De 1,0 Bar hydrostatische druktest is de validatiestandaard voor serieuze RF-gelaste buitenproducten. Eén bar komt overeen met de hydrostatische druk van een waterkolom van 10 meter – aanzienlijk hoger dan de onderdompelingsomstandigheden die de meeste buitenproducten tegenkomen bij gebruik in het veld, en dat is precies wat het tot een zinvolle productiekwalificatietest maakt.

De procedure: voltooide producten worden opgeblazen tot een interne druk van 1,0 bar en vervolgens ondergedompeld in water of gedurende een bepaalde periode onder druk gehouden. De voorwaarde is dat er geen microbellen worden uitgestoten vanuit elke naad, laszone of sluitingspunt. Een enkele bel duidt op een lektraject dat water doorlaat bij gebruik in het veld, ongeacht de schaal. Er is geen acceptabele gedeeltelijke voldoende voor dit testniveau.
Wat de test bevestigt, gaat verder dan of een specifieke eenheid druk vasthoudt op het moment van testen. Een product dat de 1,0 bar doorstaat, heeft volledige moleculaire fusie in elke laszone, correct matrijscontact over de volledige naadgeometrie en voldoende koeling voordat de druk wordt vrijgegeven. Consistente slagingspercentages tijdens een productierun zijn een bewijs van procesbeheersing – en niet van individuele eenheidsvariaties die toevallig een positieve trend vertoonden.
De testfrequentie is even belangrijk als de ernst van de test. Testen per eenheid op kritische naadproducten biedt volledige productiedekking en spoort individuele storingen op voordat ze worden verzonden. Batchbemonstering biedt statistische zekerheid tegen lagere kosten, maar laat individuele fouten door. Het juiste protocol hangt af van de downstreamkosten van een storing in het veld van een enkele eenheid; voor producten waarbij één lek een garantieclaim en potentiële merkbekendheid genereert, is testen per eenheid de rationele positie.
Evaluatie van de RF-lasmogelijkheden: de vragen die de volwassenheid van processen onderscheiden
Lekpreventie bij RF-gelaste waterdichte producten is een technisch resultaat en geen productieclaim. De procesvariabelen zijn bekend, de controlemethoden zijn vastgesteld en het testprotocol dat het resultaat valideert, is goed gedefinieerd. Een fabrikant met echte capaciteiten op dit gebied zal zijn werking in die specifieke termen beschrijven.
De vragen die de moeite waard zijn om te stellen tijdens de leveranciersevaluatie zijn concreet:
Hoe worden RF-vermogensinstellingen en cyclustijden gedocumenteerd per materiaalspecificatie, en wat veroorzaakt hervalidatie wanneer materiaalbatches veranderen?
Hoe wordt de toestand van de matrijs bewaakt en bij welke drempel wordt het gereedschap vervangen?
Worden hydrostatische tests per eenheid of door batchbemonstering uitgevoerd, en bij welke druk?
Kunnen ze testgegevens overleggen van recente productieruns van vergelijkbare producten?
Dit zijn geen moeilijke vragen voor een faciliteit die deze variabelen daadwerkelijk controleert. Dit zijn zeer moeilijke vragen voor een instelling die RF-lasapparatuur gebruikt zonder de procesdiscipline erachter. De antwoorden vertellen je in welke situatie je zit.